Seamless ASTM A36 / Q235 Pipe Protected by 3LPE Coating

The Unbreakable Barrier: Engineering Longevity in Seamless ASTM A36 / Q235 Pipe Protected by 3LPE Coating
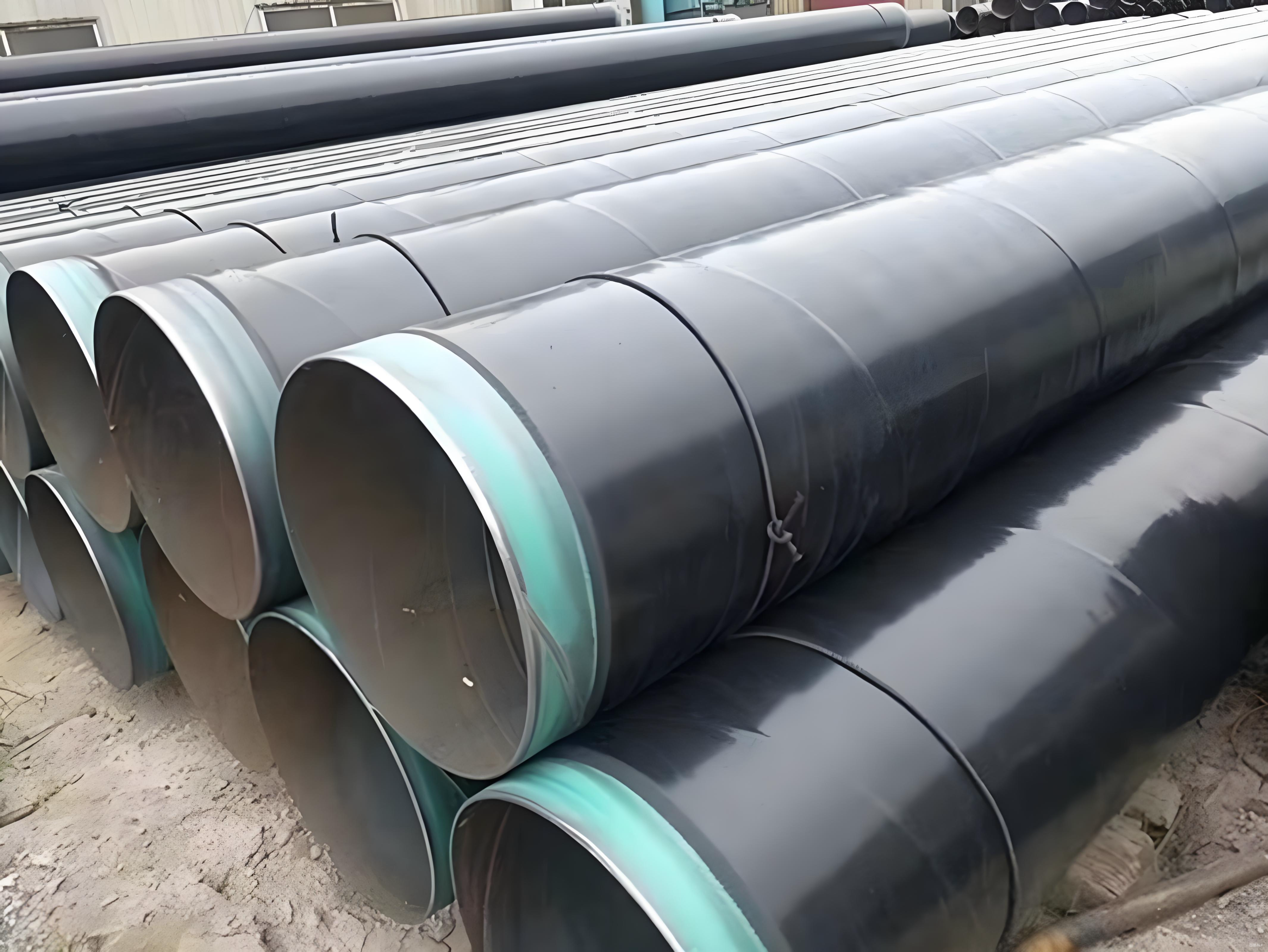
The foundation of modern industrial and municipal infrastructure often rests upon the robust conveyance of large volumes of fluids—water, effluents, cooling circuits, and low-pressure gases. Unlike the high-stakes, high-pressure environments that mandate exotic high-yield alloys, these general utility systems prioritize cost-effective material, absolute reliability against external corrosion, and maximum service longevity. This precise engineering balance is embodied in the Anti-Corrosion Pipe manufactured from Seamless ASTM A36 / Q235 Carbon Steel, universally protected by the industry-standard Three-Layer Polyethylene (3LPE) coating system. This product is a masterclass in value engineering, where the selection of an economical yet structurally sound steel substrate is strategically paired with a sophisticated, multi-decade corrosion defense system.
The core distinction of this product lies in its material choice: ASTM A36 (the fundamental US structural steel standard) and its close Chinese counterpart, Q235. These are general-purpose, low-carbon steels whose primary virtue is their inherent economy, excellent formability, and superb weldability. They possess sufficient yield strength (approximately $250 \text{ MPa}$ or $36 \text{ ksi}$) for low-to-moderate pressure requirements, structural supports, and large-diameter conveyance where thickness, rather than alloy strength, contains the operational pressure. When manufactured seamlessly—a process that eliminates the vulnerability of a longitudinal weld seam—the pipe gains a vital assurance of circumferential integrity and uniformity. The entire assembly is then transformed by the application of the 3LPE armor, turning a simple steel conduit into an engineered asset capable of resisting the corrosive onslaught of subterranean conditions for 50 years or more. To dissect this product is to explore the necessary synergy between fundamental metallurgy, precise pipe fabrication, and advanced polymer science that collectively guarantees its long-term function.
1. The Foundation of Structural Economy: Seamless ASTM A36 and Q235
The decision to use seamless A36 or Q235 pipe is based on a calculation of sufficiency. For applications like large-diameter cooling water intake lines or distribution mains, the required wall thickness (WT) is often dictated more by mechanical stability and handling robustness than by the internal fluid pressure, which may be moderate. In such cases, specifying costly high-yield steels (like API 5L X65) would be excessive, pushing costs unnecessarily high without providing a commensurate benefit to safety or function.
ASTM A36 and Q235: The Commonality of Carbon Steel
ASTM A36 and Q235 are fundamentally equivalent in terms of engineering utility, both being low-carbon structural steels with guaranteed minimum yield strengths.
-
ASTM A36: Guaranteed minimum Yield Strength ($R_{eH}$) of $36 \text{ ksi}$ ($250 \text{ MPa}$) and minimum Tensile Strength ($R_m$) of $58 \text{ ksi}$ ($400 \text{ MPa}$). Its chemical composition is broad, ensuring excellent weldability through a moderate carbon content (typically $\leq 0.26\%$) and controlled manganese.
-
Q235: Literally translated, it signifies a minimum yield strength of $235 \text{ MPa}$ ($34 \text{ ksi}$). It is the staple structural steel in Asia, characterized by similar low-carbon properties, offering superior workability and ease of fabrication compared to micro-alloyed HSLA grades.
The critical advantage of these grades, beyond cost, lies in their predictable fabrication properties. They are easy to cut, shape, and weld in the field without the complex preheating and post-weld heat treatment often required by high-yield or alloy steels, simplifying the overall construction process.
The Seamless Mandate: Integrity Over Cost
While A36/Q235 is often supplied as welded pipe (ERW or LSAW) due to cost efficiency, the requirement for a seamless substrate indicates a specification where 360-degree integrity is non-negotiable. Seamless pipe, manufactured by piercing a solid billet and rolling it to final dimensions, possesses an inherent uniformity around its circumference, free from the mechanical, metallurgical, and geometric inconsistencies that can arise at a weld seam. This integrity is vital for:
-
Uniform Strength: Critical in applications involving complex structural loads or moderate bending.
-
Consistent 3LPE Adhesion: The seamless surface provides a flawless substrate for the subsequent blast cleaning and Fusion Bond Epoxy (FBE) application, eliminating the potential for weld seam roughness or flash to compromise the coating’s primary bond strength.
In essence, the seamless A36/Q235 pipe is a cost-optimized solution that sacrifices some strength for a guaranteed level of structural purity, an ideal base for the application of decades-long corrosion protection.
2. Metallurgical Profile and Manufacturing Control of the Substrate
The production of seamless A36/Q235 pipe requires adherence to the respective standards, which define not only the final mechanical properties but also the acceptable chemical makeup. The manufacturing process, which usually falls under standards like ASTM A53, A106, or specific seamless pipe specifications while utilizing A36/Q235 chemistry, involves rigorous control steps.
Chemical Composition and Process Control
While the chemical limits of A36 and Q235 are more generous than those for high-strength pipeline steels, they must still be precisely managed:
-
Carbon (C): Generally capped at $\leq 0.26\%$ (A36) or similar (Q235). This level is low enough to ensure excellent fusion welding without significant hardening but high enough to achieve the specified minimum yield strength without expensive alloy additions.
-
Manganese (Mn): Used primarily for deoxidation and supplemental strengthening, typically capped around $1.20\%$ (depending on WT).
-
Phosphorus (P) and Sulfur (S): Must be controlled to low levels (e.g., $\leq 0.040\%$) to minimize non-metallic inclusions, which can reduce the steel’s toughness and act as initiation points for pitting corrosion if the coating is damaged.
The seamless pipe is typically supplied in the “as-rolled” condition, or sometimes normalized or stress-relieved depending on the final size and application. Since the minimum strength is relatively low, complex thermal processing like Quenching and Tempering (Q&T) or Thermo-Mechanical Controlled Processing (TMCP) is not required, simplifying and reducing the cost of pipe manufacture.
| Material Grade (Substrate) | Standard | C (max %) | Mn (max %) | P (max %) | S (max %) | Heat Treatment Requirement |
| ASTM A36 | ASTM A36 / A53 | 0.26 | 1.20 | 0.040 | 0.050 | As-rolled or Normalized (depending on thickness) |
| Q235 | GB/T 700 / GB/T 8163 | 0.22 | 1.40 | 0.045 | 0.045 | As-rolled or Normalized |
Tensile and Dimensional Requirements
The tensile requirements serve as a baseline for structural integrity, guaranteeing that the pipe can withstand handling and the calculated operational stresses.
| Material Grade | Minimum Yield Strength (MPa / ksi) | Minimum Tensile Strength (MPa / ksi) | Min Elongation (A,%) |
| ASTM A36 | $250 \text{ MPa} / 36 \text{ ksi}$ | $400 \text{ MPa} / 58 \text{ ksi}$ | 23 |
| Q235 | $235 \text{ MPa} / 34 \text{ ksi}$ | $370 \text{ MPa} / 53 \text{ ksi}$ | 26 |
The dimensional tolerances for seamless pipe are typically governed by standards like ASME B36.10M, which defines the schedule (SCH 40, SCH 80, etc.) and overall dimensions. Seamless pipe intrinsically has a wider tolerance range on wall thickness than welded pipe, typically $\pm 12.5\%$ of the nominal wall thickness, but its uniformity across the circumference is superior, a benefit that significantly aids the uniformity of the subsequent coating application.
3. The Decades-Long Defense: Applying 3LPE to Seamless Steel
The 3LPE coating system is the indispensable partner to the seamless A36/Q235 steel, ensuring that the structural integrity of the pipe is not compromised by external corrosion over its service life. The coating must resist the relentless degradation from soil chemistry, water ingress, bacterial activity, and the electrochemical process of corrosion.
The 3LPE System and Standards
The 3LPE system is mandated by standards such as ISO 21809-1 and the foundational German standard DIN 30670, defining the triple-layer structure:
-
Layer 1: Fusion Bond Epoxy (FBE): The primary corrosion barrier, chemically bonded to the steel. Its thermoset properties provide excellent adhesion and, critically, superb Cathodic Disbondment (CD) resistance—the ability to resist corrosion spread under electrochemical influence.
-
Layer 2: Copolymer Adhesive: The intermediate layer that chemically links the FBE layer to the polyethylene topcoat, ensuring the structural integrity of the laminated shield.
-
Layer 3: Extruded Polyethylene (PE): The thick, durable outer shell provides mechanical protection against handling damage, rock impact during backfilling, and soil stress, preserving the integrity of the crucial FBE layer beneath.
The Coating Process: Leveraging the Seamless Advantage
The application process must be rigorously controlled, utilizing the smooth, defect-free surface of the seamless pipe to maximum advantage:
-
Surface Preparation (SA 2.5/SA 3): The pipe is thoroughly blast-cleaned to a Near-White Metal finish (SA 2.5) with a defined anchor profile (roughness) to maximize the FBE’s chemical bond surface area.
-
FBE Application: The pre-heated pipe is electrostatically sprayed with FBE powder, which melts and cures instantly, forming a thin, high-adhesion film. The lack of a weld seam eliminates the need for complex weld seam pre-grinding or treatment, simplifying quality control.
-
PE Extrusion: While the FBE is still in a state receptive to bonding, the adhesive and then the molten PE are extruded onto the pipe. The material uniformity of the seamless pipe minimizes any temperature variation or differential cooling that might otherwise occur near a weld seam, leading to a more homogenous and stress-free final coating structure.
Critical Testing and Longevity Guarantee
The longevity of the product—its defining feature—is verified by stringent testing:
-
Cathodic Disbondment (CD): The most critical longevity test. Small CD radius after extended exposure (e.g., 90 days at $60^{\circ}\text{C}$) proves the coating’s ability to resist electrochemical failure, which is paramount in long-service, buried piping.
-
Adhesion (Peel Strength): Measures the physical force required to peel the FBE/PE composite from the steel, proving the robustness of the fusion bond against external shear forces.
-
Holiday Detection: Non-destructive high-voltage testing of the entire pipe length to ensure the coating is completely free of pinholes or defects, which would otherwise lead to immediate localized pitting corrosion.
4. Application, Features, and Market Strategy
The 3LPE coated seamless A36/Q235 pipe fills a crucial niche in the global market, providing the reliability of seamless construction and the permanence of 3LPE at an efficient cost point suitable for high-volume, non-critical fluid transfer.
Key Features and Value Proposition
| Feature Category | Descriptive Feature | Engineering Justification |
| Material Base | ASTM A36 / Q235 Low-Carbon Steel | Cost-effective, superb weldability, sufficient strength for low/moderate pressure. |
| Pipe Integrity | Seamless Manufacturing | Guarantees $360^{\circ}$ uniformity, eliminating weld seam structural/coating vulnerabilities. |
| Corrosion Defense | 3LPE System (FBE/Adhesive/PE) | Provides dual-action protection: Electrochemical (FBE) and Mechanical (PE). |
| Longevity | Low Cathodic Disbondment Rate | Ensures pipe service life of 50+ years in aggressive soil environments. |
| Fabrication Ease | Excellent Base Weldability | Simplifies field joining, reducing required preheat/PWHT compared to HSLA grades. |
Applications
The product is the staple choice in large-scale utility and industrial conveyance:
-
Municipal Water and Sewage Systems: Large diameter trunk mains and interceptor sewers, requiring massive throughput capacity and absolute reliability against corrosion for public health infrastructure.
-
Firefighting and Cooling Water Lines: Industrial plants, power stations, and refineries use these lines for high-volume, low-pressure circulation, where corrosion resistance is essential but high-yield strength is not.
-
Industrial Air and Ventilation Ducts: Used in mining and process facilities where the pipe serves as a structural element for ventilation, requiring good mechanical integrity combined with external resistance to corrosive atmospheres.
5. Synthesis and Conclusion: A Reliable Workhorse
The Anti-Corrosion Pipe utilizing seamless ASTM A36 or Q235 steel with a 3LPE coating is a definitive example of engineering focused on sustainable asset management. It acknowledges that for the vast majority of piping infrastructure, the primary threat is not the pressure from within, but the unrelenting chemical and physical forces from without. By coupling the structural consistency of seamless low-carbon steel—cost-effective, simple to fabricate, and dimensionally predictable—with the unparalleled durability and electrochemical defense of the 3LPE system, manufacturers deliver a pipe solution that offers optimal long-term value. This product guarantees that systems designed for routine, high-volume flow will continue to operate reliably for generations, proving that the most advanced engineering solution is often the one that perfectly balances economy, structural integrity, and uncompromising environmental protection.
Comprehensive Technical Data Tables
| Parameter | Steel Substrate (ASTM A36 / Q235) | Pipe Type & Standard | Coating System (3LPE) |
| Primary Standard | ASTM A36 / Q235 (GB/T 700) | Seamless (A53 / A106 / A36) & ASME B36.10M | ISO 21809-1 / DIN 30670 |
| Material Type | Low-Carbon Structural Steel | Seamless Hot-Rolled Pipe | Three-Layer Polyethylene Composite |
| Dimension Tolerance | OD: $\pm 1\%$ of nominal; WT: $\pm 12.5\%$ of nominal | Seamless Pipe Dimensional Tolerance | Coating Thickness: $\pm 10\%$ of nominal (e.g., $3.0 \text{ mm}$) |
| Chemical Focus | Low C, Controlled Mn (for good weldability) | N/A | High Density Polyethylene (HDPE) or MDPE for topcoat |
| Tensile Requirement | $R_{eH} \geq 235 \text{ MPa}$ to $250 \text{ MPa}$ | N/A (Mechanical strength provided by steel) | N/A |
| Key Performance Test | Tensile Test, Hydrostatic Test | Cathodic Disbondment, Adhesion (Peel Test), Holiday Detection | |
| Application Focus | General fluid conveyance, structural supports, moderate pressure | Water, Sewage, Cooling Loops, Non-Critical Gas/Air |


