Nahtlos ASTM A36 / Q235-Rohr durch 3LPE-Beschichtung geschützt

Die unzerbrechliche Barriere: Technische Langlebigkeit im nahtlosen ASTM A36 / Q235-Rohr durch 3LPE-Beschichtung geschützt
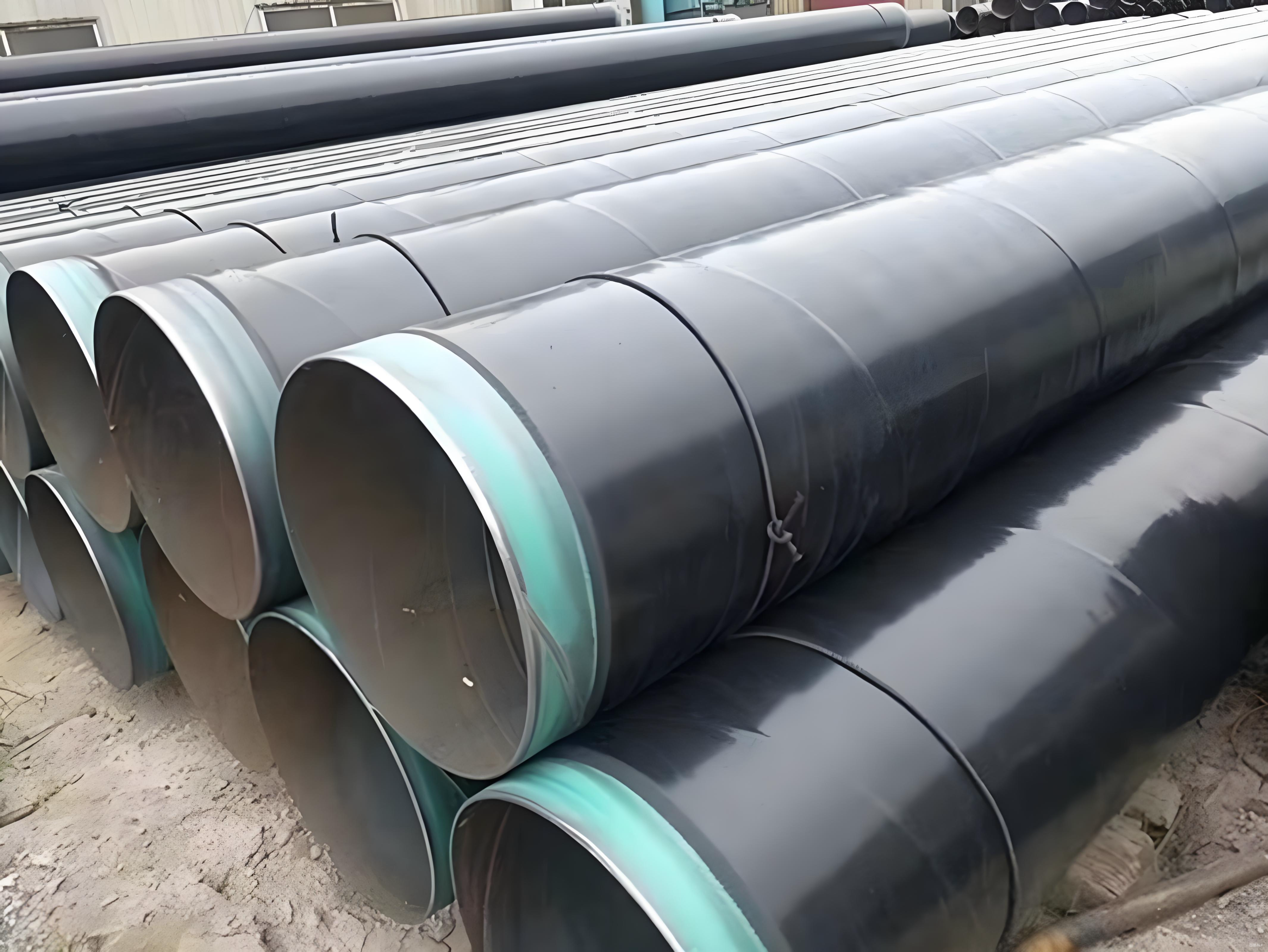
Die Grundlage moderner industrieller und kommunaler Infrastruktur beruht häufig auf der robusten Beförderung großer Flüssigkeitsmengen – Wasser, Abwässer, Kühlkreisläufe, und Niederdruckgase. Im Gegensatz zu den High-Stakes, Hochdruckumgebungen, die exotische Hochleistungslegierungen erfordern, Diese allgemeinen Versorgungssysteme priorisieren kostengünstiges Material, absolute Zuverlässigkeit gegen äußere Korrosion, und maximale Lebensdauer. Dieses präzise technische Gleichgewicht ist in der verkörpert Korrosionsschutzrohr hergestellt aus Nahtlos ASTM A36 / Q235 Kohlenstoffstahl, allgemein durch den Industriestandard geschützt Dreischichtiges Polyethylen (3LPE) Beschichtungssystem. Dieses Produkt ist eine Meisterklasse in Value Engineering, Dabei wird die Auswahl eines wirtschaftlichen und dennoch strukturell soliden Stahlsubstrats strategisch mit einem anspruchsvollen gepaart, jahrzehntelanges Korrosionsschutzsystem.
Der Hauptunterschied dieses Produkts liegt in der Materialwahl: ASTM A36 (die grundlegende US-Norm für Baustahl) und sein enges chinesisches Gegenstück, Q235. Dies sind Allzweckgeräte, Stähle mit niedrigem Kohlenstoffgehalt, deren Hauptvorteil in ihrer inhärenten Wirtschaftlichkeit liegt, hervorragende Formbarkeit, und hervorragende Schweißbarkeit. Sie verfügen über eine ausreichende Streckgrenze (etwa $250 \text{ MPa}$ oder $36 \text{ ksi}$) für niedrige bis mittlere Druckanforderungen, strukturelle Stützen, und Förderung mit großem Durchmesser, wo Dicke, statt der Legierungsfestigkeit, enthält den Betriebsdruck. Bei nahtloser Herstellung – einem Prozess, der die Schwachstellen einer Längsschweißnaht beseitigt – erhält das Rohr eine entscheidende Sicherheit für die Integrität und Gleichmäßigkeit des Umfangs. Die gesamte Baugruppe wird dann durch die Anwendung der 3LPE-Panzerung transformiert, Verwandeln eines einfachen Stahlrohrs in ein technisches Gut, das dem korrosiven Angriff unterirdischer Bedingungen standhalten kann 50 Jahre oder mehr. Die Analyse dieses Produkts bedeutet, die notwendige Synergie zwischen grundlegender Metallurgie zu untersuchen, Präzise Rohrfertigung, und fortschrittliche Polymerwissenschaft, die gemeinsam ihre langfristige Funktion garantiert.
1. Die Grundlage der Strukturökonomie: Nahtlos ASTM A36 und Q235
Die Entscheidung, nahtlose A36- oder Q235-Rohre zu verwenden, basiert auf einer ausreichenden Berechnung. Für Anwendungen wie Kühlwasseransaugleitungen oder Verteilungsleitungen mit großem Durchmesser, die erforderliche Wandstärke (WT) wird oft mehr von der mechanischen Stabilität und der Robustheit der Handhabung als vom internen Flüssigkeitsdruck bestimmt, was moderat sein kann. In solchen Fällen, Spezifizierung teurer Hochleistungsstähle (wie API 5L X65) wäre übertrieben, Dadurch werden die Kosten unnötig in die Höhe getrieben, ohne dass ein entsprechender Nutzen für Sicherheit oder Funktion entsteht.
ASTM A36 und Q235: Die Gemeinsamkeit von Kohlenstoffstahl
ASTM A36 und Q235 sind im Hinblick auf den technischen Nutzen grundsätzlich gleichwertig, Bei beiden handelt es sich um kohlenstoffarme Baustähle mit garantierten Mindeststreckgrenzen.
-
ASTM A36: Garantierte Mindeststreckgrenze ($R_{eH}$) von $36 \text{ ksi}$ ($250 \text{ MPa}$) und minimale Zugfestigkeit ($R_m$) von $58 \text{ ksi}$ ($400 \text{ MPa}$). Seine chemische Zusammensetzung ist breit gefächert, Gewährleistung einer hervorragenden Schweißbarkeit durch einen moderaten Kohlenstoffgehalt (typischerweise $\leq 0.26\%$) und kontrolliertes Mangan.
-
Q235: Wörtlich übersetzt, es bedeutet eine Mindeststreckgrenze von $235 \text{ MPa}$ ($34 \text{ ksi}$). Es ist der wichtigste Baustahl in Asien, zeichnen sich durch ähnliche kohlenstoffarme Eigenschaften aus, Bietet im Vergleich zu mikrolegierten HSLA-Sorten eine bessere Verarbeitbarkeit und einfache Herstellung.
Der entscheidende Vorteil dieser Qualitäten, über die Kosten hinaus, liegt in ihrem vorhersehbare Herstellungseigenschaften. Sie sind leicht zu schneiden, Form, und schweißen vor Ort ohne die komplexe Vorwärmung und Wärmebehandlung nach dem Schweißen, die oft bei hochfesten oder legierten Stählen erforderlich ist, Vereinfachung des gesamten Bauprozesses.
Das nahtlose Mandat: Integrität statt Kosten
Während A36/Q235 oft als geschweißtes Rohr geliefert wird (ERW oder LSAW) aufgrund der Kosteneffizienz, das Erfordernis für a nahtlos Das Substrat weist auf eine Spezifikation hin, bei der eine 360-Grad-Integrität nicht verhandelbar ist. Nahtloses Rohr, Hergestellt durch Durchstechen eines massiven Barrens und Walzen auf die endgültigen Abmessungen, besitzt eine inhärente Gleichmäßigkeit um seinen Umfang, frei von der Mechanik, metallurgisch, und geometrische Unstimmigkeiten, die an einer Schweißnaht entstehen können. Diese Integrität ist von entscheidender Bedeutung für:
-
Einheitliche Stärke: Kritisch bei Anwendungen mit komplexen strukturellen Belastungen oder mäßiger Biegung.
-
Konsistente 3LPE-Haftung: Die nahtlose Oberfläche bietet einen makellosen Untergrund für die anschließende Strahlreinigung und Fusion Bond Epoxy (FBE) Anwendung, Dadurch wird die Möglichkeit einer rauen Schweißnaht oder Schweißgraten beseitigt, die die primäre Haftfestigkeit der Beschichtung beeinträchtigen könnten.
Im Wesentlichen, Das nahtlose A36/Q235-Rohr ist eine kostenoptimierte Lösung, die etwas Festigkeit für ein garantiertes Maß an struktureller Reinheit opfert, eine ideale Basis für die Anwendung eines jahrzehntelangen Korrosionsschutzes.
2. Metallurgisches Profil und Fertigungskontrolle des Substrats
Die Herstellung nahtloser A36/Q235-Rohre erfordert die Einhaltung der jeweiligen Normen, die nicht nur die endgültigen mechanischen Eigenschaften, sondern auch die akzeptable chemische Zusammensetzung definieren. Der Herstellungsprozess, was normalerweise unter Standards wie fällt ASTM A53, A106, oder spezifische Spezifikationen für nahtlose Rohre unter Verwendung der A36/Q235-Chemie, beinhaltet strenge Kontrollschritte.
Chemische Zusammensetzung und Prozesskontrolle
Während die chemischen Grenzwerte von A36 und Q235 großzügiger sind als die für hochfeste Pipeline-Stähle, sie müssen noch präzise gemanagt werden:
-
Kohlenstoff (C): Im Allgemeinen begrenzt auf $\leq 0.26\%$ (A36) oder ähnliches (Q235). Dieser Wert ist niedrig genug, um ein hervorragendes Schmelzschweißen ohne nennenswerte Verhärtung zu gewährleisten, aber hoch genug, um die angegebene Mindeststreckgrenze ohne teure Legierungszusätze zu erreichen.
-
Mangan (Mn): Wird hauptsächlich zur Desoxidation und zusätzlichen Stärkung verwendet, normalerweise begrenzt $1.20\%$ (je nach WT).
-
Phosphor (P) und Schwefel (S): Muss auf niedrige Werte kontrolliert werden (z.B., $\leq 0.040\%$) um nichtmetallische Einschlüsse zu minimieren, Dies kann die Zähigkeit des Stahls verringern und als Ausgangspunkt für Lochfraß dienen, wenn die Beschichtung beschädigt ist.
Das nahtlose Rohr wird typischerweise in der Lieferung geliefert “so gerollt” Zustand, oder manchmal normalisiert oder entlastet, abhängig von der endgültigen Größe und Anwendung. Da die Mindestfestigkeit relativ gering ist, komplexe thermische Bearbeitung wie Abschrecken und Anlassen (Q&T) oder thermomechanisch kontrollierte Verarbeitung (TMCP) ist nicht erforderlich, Vereinfachung und Reduzierung der Kosten der Rohrherstellung.
| Materialqualität (Substrat) | Norm | C (max %) | Mn (max %) | P (max %) | S (max %) | Anforderungen an die Wärmebehandlung |
| ASTM A36 | ASTM A36 / A53 | 0.26 | 1.20 | 0.040 | 0.050 | Im Walzzustand oder normalisiert (je nach Dicke) |
| Q235 | GB/T 700 / GB/T 8163 | 0.22 | 1.40 | 0.045 | 0.045 | Im Walzzustand oder normalisiert |
Zug- und Dimensionsanforderungen
Die Zuganforderungen dienen als Grundlage für die strukturelle Integrität, Gewährleistet, dass das Rohr der Handhabung und den berechneten Betriebsbeanspruchungen standhält.
| Materialqualität | Minimale Ertragsfestigkeit (MPa / ksi) | Minimale Zugfestigkeit (MPa / ksi) | Min. Dehnung (A,%) |
| ASTM A36 | $250 \text{ MPa} / 36 \text{ ksi}$ | $400 \text{ MPa} / 58 \text{ ksi}$ | 23 |
| Q235 | $235 \text{ MPa} / 34 \text{ ksi}$ | $370 \text{ MPa} / 53 \text{ ksi}$ | 26 |
Der Maßtoleranzen für nahtlose Rohre werden typischerweise durch Standards wie ASME B36.10M geregelt, welches den Zeitplan definiert (SCH 40, SCH 80, usw.) und Gesamtabmessungen. Nahtlose Rohre weisen grundsätzlich einen größeren Toleranzbereich der Wandstärke auf als geschweißte Rohre, typischerweise $\pm 12.5\%$ der Nennwandstärke, aber seine Gleichmäßigkeit über den Umfang ist überlegen, Ein Vorteil, der die Gleichmäßigkeit des anschließenden Beschichtungsauftrags erheblich unterstützt.
3. Die jahrzehntelange Verteidigung: Auftragen von 3LPE auf nahtlosen Stahl
Das 3LPE-Beschichtungssystem ist der unverzichtbare Partner des nahtlosen A36/Q235-Stahls, Sicherstellen, dass die strukturelle Integrität des Rohrs während seiner Lebensdauer nicht durch äußere Korrosion beeinträchtigt wird. Die Beschichtung muss dem unablässigen Abbau durch die Bodenchemie standhalten, Wassereintritt, bakterielle Aktivität, und der elektrochemische Prozess der Korrosion.
Das 3LPE-System und die Standards
Das 3LPE-System wird durch Standards wie vorgeschrieben ISO 21809-1 und der grundlegende deutsche Standard AUS 30670, Definition der dreischichtigen Struktur:
-
Schicht 1: Fusion Bond Epoxidharz (FBE): Die primäre Korrosionsbarriere, chemisch mit dem Stahl verbunden. Seine duroplastischen Eigenschaften sorgen für eine hervorragende Haftung und, kritisch, großartig Kathodische Ablösung (CD) Widerstand– die Fähigkeit, der Korrosionsausbreitung unter elektrochemischem Einfluss zu widerstehen.
-
Schicht 2: Copolymer-Klebstoff: Die Zwischenschicht, die die FBE-Schicht chemisch mit der Polyethylen-Deckschicht verbindet, Gewährleistung der strukturellen Integrität des laminierten Schildes.
-
Schicht 3: Extrudiertes Polyethylen (SPORT): Die Dicke, robuste Außenhülle sorgt mechanischer Schutz gegen Handhabungsschäden, Steinschlag beim Verfüllen, und Bodenstress, Bewahrung der Integrität der entscheidenden FBE-Schicht darunter.
Der Beschichtungsprozess: Den nahtlosen Vorteil nutzen
Der Bewerbungsprozess muss streng kontrolliert werden, das Glatte nutzen, fehlerfreie Oberfläche des nahtlosen Rohres optimal zur Geltung:
-
Oberflächenvorbereitung (BEI 2,5/ZOLL 3): Das Rohr wird gründlich gestrahlt, um eine nahezu weiße Metalloberfläche zu erreichen (An 2.5) mit definiertem Ankerprofil (Rauheit) um die chemische Bindungsoberfläche des FBE zu maximieren.
-
FBE-Antrag: Das vorgewärmte Rohr wird elektrostatisch mit FBE-Pulver besprüht, das sofort schmilzt und aushärtet, eine dünne bilden, Folie mit hoher Haftung. Durch das Fehlen einer Schweißnaht entfällt ein aufwändiges Vorschleifen oder Bearbeiten der Schweißnaht, Vereinfachung der Qualitätskontrolle.
-
PE-Extrusion: Während sich die FBE noch in einem für Bindungen empfänglichen Zustand befindet, Der Klebstoff und anschließend das geschmolzene PE werden auf das Rohr extrudiert. Die Materialgleichmäßigkeit des nahtlosen Rohrs minimiert jegliche Temperaturschwankungen oder unterschiedliche Abkühlung, die andernfalls in der Nähe einer Schweißnaht auftreten könnten, Dies führt zu einer homogeneren und spannungsfreien endgültigen Beschichtungsstruktur.
Kritische Tests und Langlebigkeitsgarantie
Die Langlebigkeit des Produkts – sein entscheidendes Merkmal – wird durch strenge Tests überprüft:
-
Kathodische Ablösung (CD): Der kritischste Langlebigkeitstest. Kleiner CD-Radius nach längerer Belichtung (z.B., 90 Tage um $60^{\circ}\text{C}$) beweist die Fähigkeit der Beschichtung, elektrochemischem Versagen zu widerstehen, was für eine lange Betriebsdauer von größter Bedeutung ist, vergrabene Rohrleitungen.
-
Adhäsion (Schälfestigkeit): Misst die physikalische Kraft, die erforderlich ist, um den FBE/PE-Verbund vom Stahl abzuziehen, Nachweis der Robustheit der Schmelzverbindung gegenüber äußeren Scherkräften.
-
Feiertagserkennung: Zerstörungsfreie Hochspannungsprüfung der gesamten Rohrlänge, um sicherzustellen, dass die Beschichtung völlig frei von Nadellöchern oder Defekten ist, die andernfalls sofort zu lokaler Lochfraßkorrosion führen würde.
4. Anwendung, Merkmale, und Marktstrategie
Das mit 3LPE beschichtete nahtlose A36/Q235-Rohr füllt eine entscheidende Nische auf dem Weltmarkt, Bietet die Zuverlässigkeit einer nahtlosen Konstruktion und die Beständigkeit von 3LPE zu einem effizienten Kostenpunkt, der für große Stückzahlen geeignet ist, unkritischer Flüssigkeitstransfer.
Hauptmerkmale und Wertversprechen
| Feature-Kategorie | Beschreibendes Merkmal | Technische Begründung |
| Materialbasis | ASTM A36 / Q235 kohlenstoffarmer Stahl | Kosteneffizient, hervorragende Schweißbarkeit, ausreichende Festigkeit für niedrigen/mäßigen Druck. |
| Rohrintegrität | Nahtlose Fertigung | Garantien $360^{\circ}$ Gleichmäßigkeit, Beseitigung von Schwachstellen in der Schweißnahtstruktur/Beschichtung. |
| Korrosionsschutz | 3LPE-System (FBE/Kleber/PE) | Bietet doppelten Schutz: Elektrochemisch (FBE) und mechanisch (SPORT). |
| Langlebigkeit | Niedrige kathodische Ablösungsrate | Gewährleistet die Lebensdauer der Rohre 50+ Jahre in aggressiven Bodenumgebungen. |
| Einfache Herstellung | Hervorragende Grundschweißbarkeit | Vereinfacht die Feldverbindung, Reduzierung der erforderlichen Vorwärmung/PWHT im Vergleich zu HSLA-Sorten. |
Anwendungen
Das Produkt ist die erste Wahl für große Versorgungs- und Industrietransporte:
-
Kommunale Wasser- und Abwassersysteme: Haupt- und Sammelkanäle mit großem Durchmesser, Sie erfordern eine enorme Durchsatzkapazität und absolute Zuverlässigkeit gegen Korrosion für die Infrastruktur des öffentlichen Gesundheitswesens.
-
Feuerlösch- und Kühlwasserleitungen: Industrieanlagen, Kraftwerke, und Raffinerien nutzen diese Linien für große Mengen, Niederdruckzirkulation, wo Korrosionsbeständigkeit wichtig ist, hohe Streckgrenze jedoch nicht.
-
Industrielle Luft- und Lüftungskanäle: Wird in Bergbau- und Prozessanlagen eingesetzt, wo das Rohr als Strukturelement für die Belüftung dient, erfordern eine gute mechanische Integrität in Kombination mit äußerer Beständigkeit gegenüber korrosiven Atmosphären.
5. Synthese und Schlussfolgerung: Ein zuverlässiges Arbeitstier
Das Korrosionsschutzrohr aus nahtlosem ASTM A36- oder Q235-Stahl mit einer 3LPE-Beschichtung ist ein eindeutiges Beispiel für die Ingenieurskunst, auf die man sich konzentriert Nachhaltige Vermögensverwaltung. Dies wird für die überwiegende Mehrheit der Rohrleitungsinfrastruktur anerkannt, Die primäre Bedrohung ist nicht der Druck von innen, sondern die unerbittlichen chemischen und physikalischen Kräfte von außen. Durch die Kombination der strukturellen Konsistenz von nahtlosem kohlenstoffarmen Stahl – kostengünstig, einfach herzustellen, und maßlich vorhersehbar – mit der beispiellosen Haltbarkeit und elektrochemischen Abwehr des 3LPE-Systems, Hersteller liefern eine Rohrlösung, die einen optimalen langfristigen Wert bietet. Dieses Produkt garantiert, dass Systeme für den Alltag konzipiert sind, Der hohe Volumenstrom wird über Generationen hinweg zuverlässig funktionieren, Dies beweist, dass die fortschrittlichste technische Lösung oft diejenige ist, die die Wirtschaftlichkeit perfekt in Einklang bringt, strukturelle Integrität, und kompromisslosen Umweltschutz.
Umfangreiche technische Datentabellen
| Parameter | Stahlsubstrat (ASTM A36 / Q235) | Rohrtyp & Norm | Beschichtungssystem (3LPE) |
| Primärstandard | ASTM A36 / Q235 (GB/T 700) | Nahtlos (A53 / A106 / A36) & ASME B36.10M | ISO 21809-1 / AUS 30670 |
| Materialtyp | Kohlenstoffarmer Baustahl | Nahtloses warmgewalztes Rohr | Dreischichtiger Polyethylen-Verbund |
| Maßtoleranz | AUS: $\pm 1\%$ von nominal; WT: $\pm 12.5\%$ von nominal | Maßtoleranz für nahtlose Rohre | Beschichtungsdicke: $\pm 10\%$ von nominal (z.B., $3.0 \text{ mm}$) |
| Chemischer Fokus | Niedriges C, Kontrolliertes Mn (für gute Schweißbarkeit) | N / A | Polyethylen mit hoher Dichte (HDPE) oder MDPE für die Deckschicht |
| Zuganforderung | $R_{eH} \geq 235 \text{ MPa}$ Zu $250 \text{ MPa}$ | N / A (Mechanische Festigkeit durch Stahl) | N / A |
| Schlüsselleistungstest | Zugversuch, Hydrostatischer Test | Kathodische Ablösung, Adhäsion (Schälversuch), Feiertagserkennung | |
| Anwendungsfokus | Allgemeine Flüssigkeitsvermittlung, strukturelle Stützen, mäßiger Druck | Wasser, Abwasser, Kühlkreisläufe, Unkritisches Gas/Luft |


